J. Geo. Chem. Soc., 2021, Vol. 1, Issue: 1, pp. 69 - 73
ლითოფონის წარმოების პერსპექტივის შესახებ საქართველოში ადგილობრივი ნედლეულის ბაზაზე
რ. აგლაძის არაორგანული ქიმიისა და ელექტროქიმიის ინსტიტუტი,
ივ. ჯავახიშვილის სახელობის თბილისის სახელმწიფო უნივერსიტეტი
Abstract. მინერალური რესურსების გეოეკონომიკური შეფასების მიხედვით, საქართველოს ზოგიერთ რესურსს აქვს სტრატეგიული ეროვნული მნიშვნელობა. ასეთ რესურსებს შორის განიხილება ბარიტი და ნახშირი. როგორც ცნობილია, ეს მინერალები წარმოადგენს ძირითად ნედლეულს მინერალური თეთრი პიგმენტის - ლითოფონის მისაღებად. ლითოფონის მსოფლიო ბაზრის განვითარების მზარდი ტემპი და სტრატეგიული მნიშვნელობის რესურსების ხელმისაწვდომობა წარმოაჩენს პერსპექტივას, საქართველოში შეიქმნას ლითოფონის წარმოება ადგილობრივი ნედლეულის გამოყენებით.
წარმოდგენილი კვლევები მიზნად ისახავდა ადგილობრივი ნედლეულის - ჩორდის ბარიტისა და ტყიბულ-შაორის ნახშირის მადნების - ბაზაზე ლითოფონის წარმოების მიზანშეწონილობის დადგენას. ლაბორატორიულ პირობებში შესწავლილ იქნა ლითოფონის წარმოების ერთერთი ძირითადი პროცესი – ბარიუმის სულფიდის (BaS) მიღება ბარიტისაგან, პრაქტიკაში უკვე ცნობილი ტექნოლოგიური პარამეტრების გათვალისწინებით.
გამოყენებული იქნა ბარიტის კონცენტრატი (BaSO4 – 96.8%) და „გ“ მარკის ნახშირის კონცენტრატი (C-75-80%). ბარიტის აღდგენა ნახშირით ტარდებოდა მათი თანაფარდობისას 4:1 რკინის თავდახურულ ტიგელში 900-950 °C-ზე მუფელის ღუმელში 1-2 სთ-ს განმავლობაში. აღდგენის შედეგად მიღებული ნადნობი შეიცავს 58-63 % ბარიუმის სულფიდს; ბარიტის აღდგენის ხარისხი აღწევს 80-83 %-ს. მიღებული მონაცემები მიახლოებულია რეგლამენტით მოთხოვნილ მაჩვენებლებთან. მათი გაზრდა სტანდარტულ ნიშნულებამდე მოსალოდნელია ქარხნულ პირობებში. აქედან გამომდინარე, მივიჩნევთ, რომ ბარიტის და ნახშირის არსებული მადნების ბაზაზე მიზანშეწონილია საქართველოში თეთრი პიგმენტის – ლითოფონის წარმოება. მოსალოდნელია, მას ქვეყნის ეკონომიკური ზრდის საქმეში დიდი მნიშვნელობა ჰქონდეს.
Keywords: საქართველოს ბარიტის საბადო, საქართველოს ნახშირის საბადო, ბარიუმის სულფიდის მიღება, ლითოფონის წარმოება.
შესავალი
მინერალური რესურსების გეოეკონომიკური შეფასების მიხედვით, საქართველოს ზოგიერთ რესურსს აქვს სტრატეგიული ეროვნული მნიშვნელობა [1]. ამავე წყაროს თანახმად, არატრადიციულ რესურსებს შორის ობიექტური ეკონომიკური მაჩვენებლით (ფასის ინდექსით) ერთერთი პერსპექტიული ბარიტია და მისი გამოყენება მნიშვნელოვანი იქნება ქვეყნის ეკონომიკისათვის.
საქართველოში ბარიტის რამდენიმე მსხვილი საბადოა (ცხრ. 1) [1,2]. მათგან სუფთა ბარიტის მადნები განთავსებულია ჩორდის საბადოში, ონის მუნიციპალიტეტში (სოფელ ჩორდის მიდამოებში). ბარიუმის სულფატის შემცველობა ამ მადნებში 75 %-ზე მაღალია, ხოლო მარაგები, მიუხედავად გამომუშავებისა მრავალი წლის მანძილზე, 1 860 000 ტ-ზე მეტია.
ცხრილი 1. ბარიტის შემცველობები (%) და მარაგები (ტ) საქართველოს საბადოებში
| მადნეულის საბადო | 31.7 - 1 662000 |
| დავით გარეჯის საბადო | 19.6 - 1 948000 |
| აფშრას საბადო | 45.6 - 2 648000 |
| ჩორდის საბადო | 75.0 - 1 862000 |
| პიტიკვარას საბადო | 95.0 - 130000 |
| ხაიშის საბადო | 80.0 - 306000 |
ბარიტს ფართო გამოყენება აქვს [3]. მისგან ამზადებენ საბურღ ხსნარებს, გამოიყენება მედიცინაში, მინის წარმოებაში, გზების მშენებლობაში, ლაქ-საღებავების წარმოებაში, ცემენტის მრეწველობაში, ატომურ მრეწველობაში; ბარიტს იყენებენ ასევე ბარიუმის სულფიდის მისაღებად, რომლისგანაც შემდეგ აწარმოებენ მინერალურ საღებავს - ლითოფონს, და სხვა.
საქართველოში 1939 წლიდან 1990-იან წლებამდე მუშაობდა ქუთაისის ლითოფონის ქარხანა (სურათი 1) [4], რომელიც ბარიუმის სულფიდის მისაღებად იყენებდა შემოტანილი ბარიტის კონცენტრატს.

სურ. 1. ყოფილი ლითოფონის ქარხანა ქუთაისში
თავისი არსებობის ბოლო პერიოდში ქარხანა აწარმოებდა ≈ 40 000 ტ/წ ლითოფონს, რისთვისაც მოიხმარდა ≈ 30 000 ტ/წ ბარიტის კონცენტრატს. ქუთაისში წარმოებული ლითოფონით მარაგდებოდა სსრკ-ს რესპუბლიკები და ნაწილი იყიდებოდა საზღვარგარეთ [5].
ლითოფონის წარმოების აღდგენა საქართველოში ჩორდის ბარიტის გამოყენებით, ვფიქრობთ, რენტაბელური იქნება. ამ მოსაზრებას ამყარებს ის გარემოებაც, რომ აღმდგენი აგენტი, რომელიც საჭიროა ამ პროცესში, ნახშირი, მოიპოვება საქართველოში - ტყიბული-შაორის საბადო, რომელიც ასევე ხასიათდება მაღალი გეოეკონომიკური შეფასებით [1, 2].
ლითოფონის მსოფლიო ბაზრის კვლევითი ანგარიშების თანახმად [6,7], მსოფლიოში ინდუსტრიის მიმდინარე ტენდენციები და ზრდის ტემპები გავლენას ახდენენ ლითოფონის ბაზრის სამომავლო პერსპექტივებზე, რაც, იმავე წყაროს ცნობით, ზრდის ლითოფონის მსოფლიო ბაზარს მნიშვნელოვანი ტემპებით და, მოსალოდნელია, რომ მომდევნო ხუთი წლის განმავლობაში, 2026 წლისათვის, გაიზარდოს საშუალოდ დაახლოებით 2.7% -ით (სურათი 2).
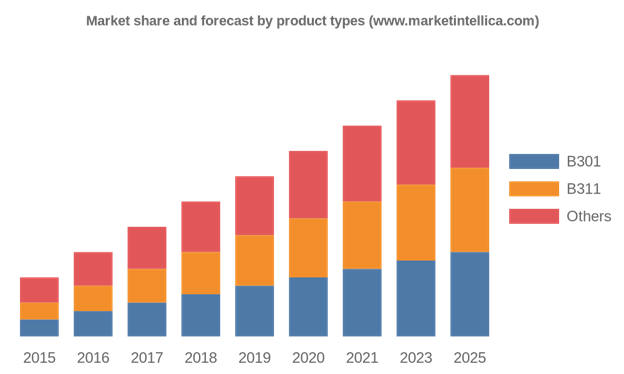
სურ. 2. ლითოფონის ბაზარი 2015-2025 წლებში
ზემოთქმულიდან გამომდინარე, უნდა ვივარაუდოთ, რომ საქართველოში ლითოფონის წარმოება ადგილობრივი ნედლეულის ბაზაზე პერსპექტიული იქნება. ბარიტისა და ნახშირის დღევანდელი შემცირებული მარაგებიც კი საკმარისი იქნება ადგილზე, საქართველოში, მინი-ქარხნების ამოქმედებისათვის გრძელვადიან პერიოდში შიგა მოთხოვნილების დასაკმაყოფილებლად. თუ შეიქმნება ეკოლოგიურად სუფთა, მაღალტექნოლოგიური პროექტი მათი გადამუშავებისათვის, სწორედ მცირეტონაჟიანი ქიმია არის ის პერსპექტივა, რაც უპასუხებს 21-ე საუკუნის მოთხოვნებს.
კვლევის მეთოდიკა და მასალების დახასიათება
წინამდებარე სამუშაოს მიზანია ადგილობრივი ნედლეულის ბაზაზე ლითოფონის წარმოების მიზანშეწონილობის დადგენა.
კვლევებისათვის გამოყენებულ იქნა ჩორდის ბარიტისა და ტყიბულ-შაორის ნახშირის მადნების კონცენტრატები. შესწავლილ იქნა ბარიუმის სულფიდის BaS მიღების პროცესი არსებული ტექნოლოგიური რეგლამენტების მონაცემების გათვალისწინებით [8,9]. ვისარგებლეთ აგრეთვე საავტორო მოწმობით [10], რომელიც გვთავაზობს ბარიტის აღდგენის პროცესის მაჩვენებლების გაუმჯობესებას რკინის სულფატის Fe2(SO4)3 თანაობისას.
მრეწველობაში ბარიუმის სულფიდი BaS მიიღება ბარიტის კონცენტრატის აღდგენით ნახშირის გამოყენებით. თუმცა ცნობილია სხვა აღმდგენლების (წყალბადის ან მეთანის) გამოყენებაც.
ნახშირით ბარიტის აღდგენის რეაქცია მიმდინარეობს 900-1100 °C-ზე შემდეგი განტოლების მიხედვით:
BaSO4 + 2C = BaS + 2CO2↑
აღდგენას ატარებენ მბრუნავ ღუმელებში. ასეთი ღუმელები საშუალებას იძლევა, პროცესი წარიმართოს უწყვეტ რეჟიმში კაზმის მუდმივი შერევის პირობებში, რაც მნიშვნელოვანია ბარიტის აღდგენის ხარისხის გაზრდისათვის. წარმოებაში ბარიტისა და ნახშირის დოზირებას ახდენენ თეფშიანი მკვებავებით. 100 წონით წილ ბარიტზე იღებენ 25-28 წონით წილ ნახშირის ფხვნილს. ნადნობში BaS-ის შემცველობა მერყეობს 65-75 %-ს ფარგლებში. გარდა BaS-ისა, ნადნობი შეიცავს რეაქციაში შეუსვლელ ბარიტს და ნახშირს, მჟავაში ხსნად ბარიუმის მარილებს, რკინის და ალუმინის ოქსიდებს. პროცესის ხანგრძლივობა 1-1.5 საათია.
ჩორდის ბარიტის კონცენტრატის ტყიბულის ნახშირით აღდგენის პროცესის შესასწავლად შერჩეულ იქნა შემდეგი რეჟიმი:ტემპერატურა 900-950 °C, მორეაგირე ნივთიერებათა თანაფარდობა-ბარიტი : ნახშირი = 4 : 1 (წონით ერთეულებში), ხანგრძლივობა 1- 2 სთ. გარდა ამისა, კაზმს ემატებოდა რეაქტიული Fe2(SO4)3 (სისუფთავის ხარისხი - „სუფთა ანალიზისათვის“) ბარიტის მასის 1%-ის ოდენობით .
ბარიტის კონცენტრატის აღდგენის პროცესის ჩასატარებლად გამოყენებულ იქნა ლაბორატორიული ჰორიზონტალური მუფელის ღუმელი. იგი აღჭურვილია პლატინაროდიუმი-პლატინის თერმოწყვილით, ტემპერატურული რელეთი, რაც უზრუნველყოფს ტემპერატურული რეჟიმის დაცვას ± 5 °C-ს სიზუსტით 1000 °C-მდე. კაზმი მზადდებოდა მორეაგირე ნივთიერებათა წინასწარ გათვლილი თანაფარდობით. შეერეოდა ერთმანეთს ერთგვაროვანი ნარევის მიღებამდე და იყრებოდა რკინის ტიგელში.
რკინის ტიგელს აქვს ცილინდრული ფორმა; მისი დიამეტრია 12.4 სმ, სიმაღლე - 4.0 სმ. ტიგელს აქვს სახურავი. კაზმის რაოდენობა ისეთი იყო, რომ მას დაეკავებინა ტიგელის მთლიანი მოცულობის არა უმეტეს 1/8 ნაწილისა, განფენილი ყოფილიყო ტიგელის ფსკერზე დაახლოებით 0.5 სმ სისქეზე, რათა აღდგენის პროცესში გამოყოფილ აირად ნივთიერებებს ადვილად მოეხდინა სარეაქციო მასის გაფაშრება და, შედეგად, საკონტაქტო ზედაპირის გაზრდა. ამით ნაწილობრივ ხდებოდა მიახლოება მბრუნავ ღუმელში კაზმის აღდგენის პირობებთან, სადაც, კაზმის მუდმივი არევის შედეგად, მორეაგირე ნივთიერებათა შეხების ზედაპირი ბევრად უფრო დიდია. საჭირო დროის განმავლობაში დაყოვნების შემდეგ, ღუმელიდან გამოტანილი ტიგელების გაცივება ოთახის ტემპერატურამდე ხდებოდა 4-5 წუთში სხვადასხვა ტექნიკური საშუალების გამოყენებით.
კვლევებისათვის მომზადებულ იქნა ჩორდის ბარიტისა და ტყიბულ-შაორის ნახშირის მადნებიდან მიღებული კონცენტრატები.
ჩორდის ბარიტის მადნიდან კონცენტრატი მიღებულია გამდიდრების სველი წესით. კონცენტრატის სიმსხო შეადგენს - 0.05 მმ. ბარიტის კონცენტრატის შედგენილობა წარმოდგენილია ცხრილში 2.
ცხრილი 2. ჩორდის ბარიტის კონცენტრატის შედგენილობა(%)
| კომპონენტის დასახელება | რაოდენობა | |
| 1. | ბარიუმის სულფატი ( BaSO4 ) | 96.8 |
| 2. | SiO2 | 2.5 |
| 3. | სულფატები ( SO4) | 0.14 |
| 4. | Fe2O3 | 0.13 |
| 5. | AL2O3 | 0.43 |
ნახშირის კონცენტრატი მიღებულია ტყიბულ-შაორის მადნის გამდიდრებით შპს-ში „საქნახშირი (ჯი-აი-ჯი ჯგუფი)“. კვლევებში გამოყენებულია „გ“ მარკის ე.წ. რიგითი ნახშირი. მისი შედგენილობა მოცემულია ცხრილში 3.
ცხრილი 3.„გ“ მარკის რიგითი ნახშირის შედგენილობა( %)
| # | მაჩვენებლების დასახელება | მაჩვენებლები |
| 1. | ნაცრიანობა | 28.5 |
| 2. | სინესტე | 3.47 |
| 3. | გოგირდი | 0.9 - 1.65* |
| 4. | აქროლადი ნივთიერებების გამოსავალი | 37-42* |
| 5. | ნახშირის ელემენტური შედგენილობა | |
| ნახშირბადი - C | 75 -80* | |
| წყალბადი - H | 5 - 6* | |
| აზოტი და ჟანგბადი - N + O | 11.2 – 13.5* | |
| 6. | ნაცრის შედგენილობა | |
| დანაკარგები გახურების შედეგად | 4.1 | |
| Fe2O3 | 4.2 – 5.3* | |
| Al2O3 | 24.3 – 34.1* | |
| SiO2 | 15.4 | |
| CaO | 2.8 | |
| MgO | 0.39 | |
| SO3 | 0.6 -5.2* |
* „საქნახშირის“ ხარისხის სერტიფიკატის მონაცემები
ექსპერიმენტული ნაწილი
„გ“ მარკის ტყიბულის რიგითი ნახშირის გამოყენებით ჩორდის ბარიტის კონცენტრატის აღდგენის პროცესის შედეგები წარმოდგენილია ცხრილში.4.
ცხრილი 4. ჩორდის ბარიტის კონცენტრატის აღდგენის მაჩვენებლები ტყიბულის ნახშირის კონცენტრატის გამოყენებით
| # | კაზმის შედგენილობა, გ | t, °C | τ, წთ | BaS-ის შემცველობა ნადნობში,% | BaSO4-ის აღდგენის ხარისხი,% | ||
| ბარიტის კონცენტრატი | ნახშირის კონცენტრატი | Fe2(SO4)3 | |||||
| 1 | 224 | 72 | - | 950 | 90 | 54.2 | 71.3 |
| 2 | 224 | 72 | 2.2 | 950 | 90 | 52.7 | 68.6 |
| 3 | 224 | 72 | 2.2 | 950 | 60 | 46.6 | 85.0 |
| 4 | 224 | 72 | - | 950 | 60 | 45.0 | 61.8 |
| 5 | 224 | 72 | 2.2 | 950 | 120 | 62.6 | 81.1 |
| 6 | 224 | 72 | - | 950 | 120 | 63.4 | 82.7 |
| 7 | 224 | 72 | 2.2 | 900 | 120 | 58.3 | 80.8 |
როგორც ცხრილი 4-დან ჩანს, ჩორდის ბარიტის აღდგენა ტყიბულის „გ“ მარკის რიგითი ნახშირის გამოყენებით ლაბორატორიულ პირობებში წარიმართა დამაკმაყოფილებელი მაჩვენებლებით. ბარიუმის სულფიდის შემცველობა ნადნობში მიიღწევა 58-69 %-ის ფარგლებში, ბარიტის აღდგენის ხარისხი კი შეადგენს 80-83 %-ს. მართალია, ეს მონაცემები დაბალია ქარხნულ მაჩვენებლებთან (65 -75 %) შედარებით, მაგრამ, სავარაუდოა, რომ ლითოფონის წარმოების რეგლამენტის მოთხოვნების დაცვის პირობებში, ტყიბულის ნახშირით ჩორდის ბარიტის აღდგენისას მიღებული იქნება უფრო მაღალი ტექნოლოგიური მაჩვენებლები. კერძოდ, ტემპერატურის გაზრდა და კაზმის მორევის ინტენსივობის ამაღლება, ვფიქრობთ, მნიშვნელოვანი ფაქტორებია სასურველი ტექნოლოგიური მონაცემების მისაღებად.
დასკვნა
ლაბორატორიული კვლევების საფუძველზე დადგენილია ჩორდის ბარიტისა და ტყიბულის ნახშირის საბადოების ბაზაზე საქართველოში ლითოფონის წარმოების რეალური პერსპექტივა. ბარიტისა და ნახშირის დღევანდელი შემცირებული მარაგებიც კი საკმარისი იქნება საქართველოში, მინი-ქარხნების ამოქმედებისათვის გრძელვადიან პერიოდში შიგა მოთხოვნილების დასაკმაყოფილებლად, რაც არამარტო ლითოფონის წარმოებას უზრუნველყოფს, გადაჭრის რეგიონში დასაქმების პრობლემასაც.
ლიტერატურა
[1]. ა. თვალჭრელიძე, "საქართველოს მყარი მინერალური რესურსები," ბიულეტენი N9, საქართველოს სტრატეგიული კვლევებისა და განვითარების ცენტრი, თბილისი, 1998, გვ.54.
[2]. Минеральные ресурсы Грузии и проблемы их рациональной разработки., Тбилиси: Академия Наук Грузии. , «Мецниереба»., 1991, с. 280.
[3]. В. Авдонин и В. Старостин, Геология полезных ископаемых., Москва: Академия Наук, 2010, p. 384.
[4]. "ბალახვანი," 29 03 2017. [Online]. Available: https://balakhvani.wordpress.com/2017/03/29/ლითოფონის-ქარხანა/.[Accessed 10 06 2021].
[5]. ზ. ქაჯაია, ნ. ტუღუში, "ქუთაისის ლითოფონის ქარხანა,". ქართული საბჭოთა ენციკლოპედია, ტ. 10, თბილისი, საქართველოს სსრ მეცნიერებათა აკადემია, 198, გვ. 572.
[6]. "Lithopone Market and is Expected to Reach USD 184.2 million, Growing at a CAGR of 2.8% During Forecast Period (2021-2027)," 03 06 2021. [Online]. Available: https://www.marketwatch. com/press-release/lithopone-market-and-is-expected-to-reach-usd-1842-million-growing-at-a-cagr-of-28-during-forecast-period-2021-2027-2021-06-03. [Accessed 10 06 2021].
[7]."Lithopone Market Research: Global Status & Forecast by Geography, Type & Application (2016-2026)," 08 06 2020. [Online]. Available: https://www.marketintellica.com/report/MI36554-lithopone-market-research-global-status-forecast#. [Accessed 10 06 2021].
[8]. М. Позин, Технология минеральных солей., т. 1, Ленинград: Химия, 1974, с. 792.
[9]. G. M. Adhikari, J. J. Sudborough and H. E. Watson, "The Production of Barium Salts from Barytes," Journal of The Indian Institute of Science, vol. 5, pp. 83-105, 1922.
[10]. Ф. Стригунов, В. Алексеев, А. Малахов, М. Добровольская, С. Шило. „Способ получения сульфида бария“. Патент СССР 498260, 05.01.1976.
Recieved: 12-05-2021 | Web published: 12-06-2021 | Views 1122
